








Щиты силовые распределительные навесные производитель
Когда слышишь 'щиты силовые распределительные навесные производитель', многие сразу представляют конвейер с готовыми корпусами. Но на деле это всегда компромисс между ГОСТами, требованиями заказчика и тем, что реально можно собрать в цеху. Вот, к примеру, мы в ООО Аньхой Тунхао Электрикл Эквипмент с 2019 года делаем упор на адаптацию стандартных решений под конкретные объекты – и всё равно каждый третий заказ требует пересмотра схем компоновки.
Конструктивные тонкости, которые не покажут в каталогах
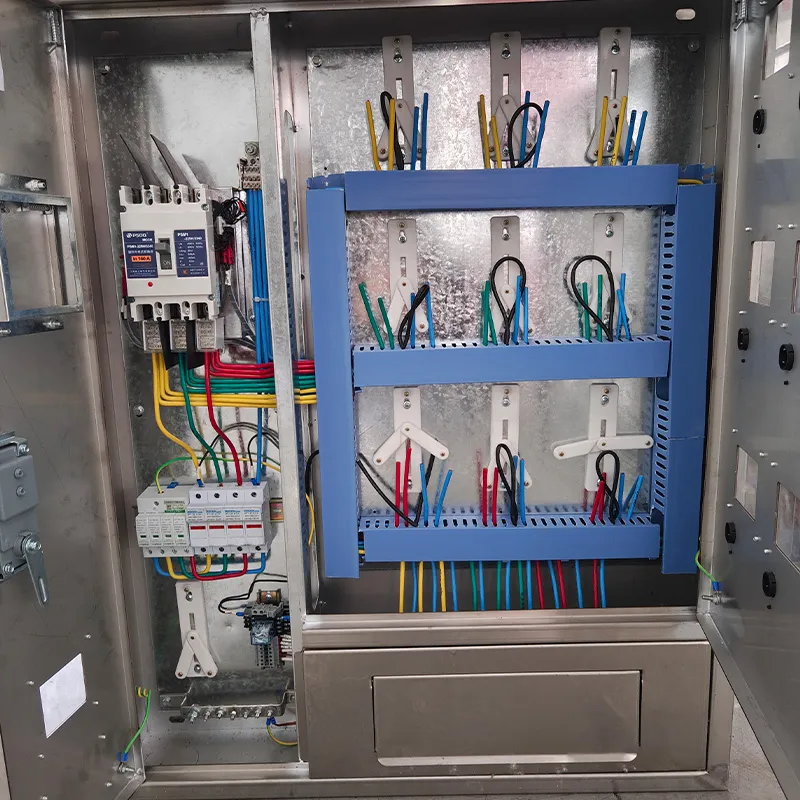
Сейчас объясню на живом примере. В прошлом месяце отгружали партию щитов силовых распределительных навесных для логистического комплекса под Казанью. Заказчик изначально требовал установку предохранителей на дин-рейку по евростандарту, но при тестовой сборке выяснилось – клеммные колодки перекрывают доступ к креплениям. Пришлось разрабатывать переходные пластины, хотя в документации такой вариант даже не рассматривался.
Кстати, о материалах. Вопреки расхожему мнению, толщина стали 1.5 мм не всегда оптимальна. Для уличных щитов мы стали использовать лист 2 мм с двойным фальцем – после того как на одном из объектов в Сочи короб повело от перепадов влажности. Но это увеличивает вес конструкции, что критично для навесного монтажа на слабые стены.
По опыту скажу: самые проблемные узлы – это места ввода кабеля и герметизация. Даже при использовании качественных сальников зимой появляются микротрещины. Сейчас тестируем комбинированные уплотнители от немецкого поставщика, но пока статистики недостаточно для выводов.
Электрическая часть: где чаще всего ошибаются проектировщики
При сборке распределительных навесных щитов постоянно сталкиваюсь с тем, что схемы от электромонтажников не учитывают тепловыделение. Была история на хлебозаводе в Воронеже – в штатной комплектации автоматы перегревались из-за плотной компоновки, пришлось добавлять вентиляционные решётки с фильтрами.
Заметил интересную закономерность: заказчики из регионов чаще требуют запас по мощности шин. Видимо, сказывается опыт работы с устаревшим оборудованием. Мы в таких случаях предлагаем модульную конструкцию – чтобы можно было позже добавить секции без полной замены щита.
Кстати, про шины. Медные конечно дороже, но для пищевых производств или химических предприятий – только они. Хотя один раз пришлось переделывать партию для нефтебазы – заказчик сэкономил и взял алюминиевые, а через полгода на контактах появилась окисная плёнка.
Организация производства: от металла до упаковки
На нашем производстве (сайт https://www.tonghao-electric.ru если интересно) технологический цикл занимает 7-10 дней для стандартных щитов распределительных навесных. Но вот покраска – вечная головная боль. Порошковое покрытие конечно держится хорошо, но для северных регионов добавляем дополнительный грунтовый слой – проверено на объектах в Якутии.
Сборку всегда начинаем с примерки всех компонентов на монтажной панели. Казалось бы очевидное действие, но как-то раз пропустили этот этап – и потом пришлось фрезеровать пазы под рубильник прямо на объекте, в -20°C.
Упаковку многие недооценивают. Для морских перевозок используем двойную обрешётку с влагопоглотителями – после того как партия для Владивостокского порта пришла с конденсатом внутри щитов.
Монтажные нюансы, о которых молчат производители
При монтаже навесных силовых щитов часто упираемся в несоответствие анкерных отверстий материалу стен. Сейчас в документации сразу прописываем три варианта крепления: для бетона, кирпича и сэндвич-панелей. Кстати, для последних разработали специальные распорные гильзы – обычные дюбели вырывает при вибрациях.
Высота установки – отдельная тема. По ПУЭ рекомендуют 1.5-1.8 метра, но на производствах часто просят ставить выше – чтобы не задевали погрузчики. Приходится рассчитывать усиление кронштейнов.
Заземление – вечная проблема. Как-то в Ростове пришлось переделывать контур потому что монтажники 'сэкономили' на шине заземления – использовали алюминий вместо меди. Результат – потенциал на дверце щита 15В.
Эволюция требований и будущее отрасли
За последние 2 года заметно выросли запросы на дистанционный мониторинг силовых распределительных щитов. Стали чаще заказывать модульные конструкции с возможностью установки PLC-модулей. Хотя пока это больше тренд, чем реальная необходимость – многие объекты не готовы к цифровизации.
Интересно наблюдать как меняется подход к обслуживанию. Раньше главным был доступ к автоматам, сейчас – возможность быстрой замены модулей без отключения всей линии. Мы даже разработали поворотные панели для одного завода – дорогое решение, но заказчик оценил.
Из новшеств – постепенно переходим на лазерную резку вместо плазменной. Точность выше, особенно для сложных конфигураций щитов. Но оборудование дорогое, поэтому пока только для спецзаказов.
Кстати, про ООО Аньхой Тунхао Электрикл Эквипмент – мы изначально ориентировались на стандартные решения, но рынок заставил заниматься кастомизацией. Сейчас где-то 40% заказов – это нестандартные размеры или компоновка. И это при том что основой остаются классические щиты силовые распределительные навесные.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Комплектное распределительное устройство высокого напряжения KYN28-12
Комплектное распределительное устройство высокого напряжения KYN28-12 -
 Низковольтные комплектные распределительные устройства GGD и GGJ и шкафы компенсации реактивной мощности
Низковольтные комплектные распределительные устройства GGD и GGJ и шкафы компенсации реактивной мощности -
 Низковольтное выдвижное распределительное устройство MNS
Низковольтное выдвижное распределительное устройство MNS -
 Комплектная трансформаторная подстанция американского типа
Комплектная трансформаторная подстанция американского типа -
 Сухой трансформатор
Сухой трансформатор -
 Автоматический выключатель стационарного типа
Автоматический выключатель стационарного типа -
 Комплектное распределительное устройство высокого напряжения XGN15-12
Комплектное распределительное устройство высокого напряжения XGN15-12 -
 Полностью изолированное герметизированное металлокорпусное распределительное устройство SRM-12
Полностью изолированное герметизированное металлокорпусное распределительное устройство SRM-12 -
 Серия малых распределительных шкафов
Серия малых распределительных шкафов -
 Низковольтный шкаф учета электроэнергии XM
Низковольтный шкаф учета электроэнергии XM -
 Панель питания постоянного тока с микропроцессорным управлением
Панель питания постоянного тока с микропроцессорным управлением -
 Распределительный шкаф силовой сети XL-21
Распределительный шкаф силовой сети XL-21
Связанный поиск
Связанный поиск- Моноблочная зарядная станция постоянного тока yl-dc-160квт производители
- Щит распределительный навесной 36 основная страна покупателя
- зарядная станция gbt
- Щит распределительный навесной металлический производитель
- Сухой трансформатор scb18 производитель
- Воздушный выключатель ва основная страна покупателя
- Автоматический выключатель в литом корпусе mccb производитель
- Вводная панель низкого напряжения основная страна покупателя
- Вакуумный выключатель ism15 производитель
- Воздушный выключатель производитель